Important: If you take good care of your packraft it can have a long lifespan and withstand hundreds of cycles of packing and unpacking; however, this repeated stress will cause the seams to separate if they’re not properly welded in the first place. Good heat sealing technique is the foundation that every DIY Packraft is built on, so it’s essential to familiarize yourself with the video below and to practice heat sealing yourself before you begin assembling your packraft.
The above video has several chapters, which you can navigate using the progress bar at the bottom of the frame, or via the time stamps below:
- Intro: 0:00
- How Heat Sealing Works: 0:21
- Heat Sealing Irons: 2:24
- Work Surface: 3:53
- Ironing Technique: 5:11
- Finding the Best Temperature: 6:45
- Effects of Timing: 14:01
- Effects of Fabric Thickness: 16:47
- Peel Test vs. Actual Seams: 17:45
- Color Change: 19:23
- Fabrics with TPU on Both Sides: 20:18
- Welding Long Seams: 22:50
- Undoing a Weld: 23:28
- Welding Curved Seams Over a Form with a Seam Strip: 25:11
- Check Your Work: 28:17
- Fixing Damaged TPU: 29:13
Quick Reference (details in the video above and text below):
- A strong weld between two layers of TPU coated fabric requires two things: heat and pressure. Heat is the obvious one, but don’t forget to apply pressure as the fabric cools.
- Hold the iron in one place and count out about 6-8 seconds (for the standard weight DIY Packraft fabrics – less time for the Ultralight fabrics). This is the technique I use when constructing packrafts, not just for setting the temperature.
- Set the iron’s temperature by trial and error. Weld scraps of fabric together and then pull the welds apart to see if the TPU coatings have fused into a single layer.
- If the iron is too cold, the TPU layers will not fuse together fully.
- If the iron is barely hot enough, you can make a good weld, but it will take longer than necessary.
- If the iron is the correct temperature, it will make a strong weld in about five to ten seconds, and if the weld is ripped apart after it’s allowed to cool, the TPU sticks strongly to both pieces of fabric.
- If the iron is too hot, the TPU will completely liquefy and the fabric will wrinkle and shrink excessively. You may find that the TPU will peel preferentially away from the top piece of fabric because the excess heat can damage the bond between the TPU and the woven fabric.
- If the iron is much too hot, it will melt or visibly damage the woven fabric.
How Heat Sealing Works
The DIY Packraft fabrics are coated with a layer of thermoplastic polyurethane, or TPU, which is a type of airtight and waterproof plastic that will fuse to itself when heated above a particular temperature and pressed together. When done right, these welds are actually stronger than the woven fabric that the TPU is bonded to, so there’s no need for additional sewing or gluing.
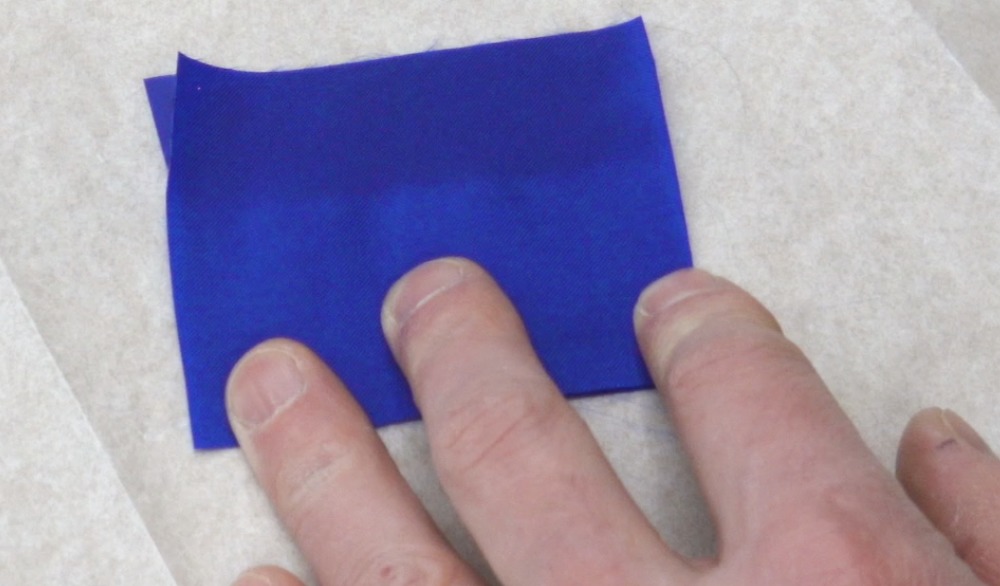
The simplest way to apply heat and pressure is to press the fabric with an iron until the TPU layers begin to melt, and then to remove the iron and continue to press the fabric with a rag or a roller for several seconds to ensure that the fabric pieces don’t move apart before the melted TPU cools and fuses into a single layer.
When I describe this process I use different words like “heat seal,” “weld,” “join,” and “bond,” but the meaning is always the same: to apply heat and pressure to the fabric so the TPU coatings fuse together, as I’ve just described.
Because the TPU is a plastic that melts when it’s heated, touching the TPU directly with an iron will cause the TPU to melt and stick to the iron, creating a mess and damaging the airtight, waterproof coating, so we can’t iron the TPU directly; instead, we press the iron on the woven side of the fabric and let the heat transfer through the fabric into the TPU layers below.
The fabrics can only be welded together when they are oriented so the TPU layers face each other – TPU to TPU. You can always tell which side is which, because the un-coated side is a woven fabric, while the TPU-coated side is a smooth plastic. If you try to weld a TPU coated fabric to a non-TPU surface, it will stick, but it only makes a weak bond that will come apart over time, so don’t try to assemble something that way.
Note: here I’m only talking about the proprietary fabrics I use to make the DIY Packraft kits – other fabrics might be different enough that these methods won’t work.
Heat Sealing Irons
By “heat sealing iron” I just mean any iron that you can use for welding TPU coated fabrics together. For some projects you can get away with using a regular clothes iron or a model airplane covering iron, but for most of the DIY Packraft projects, those irons are too large to use without accidentally touching the fabric in areas where you don’t want the TPU to melt.
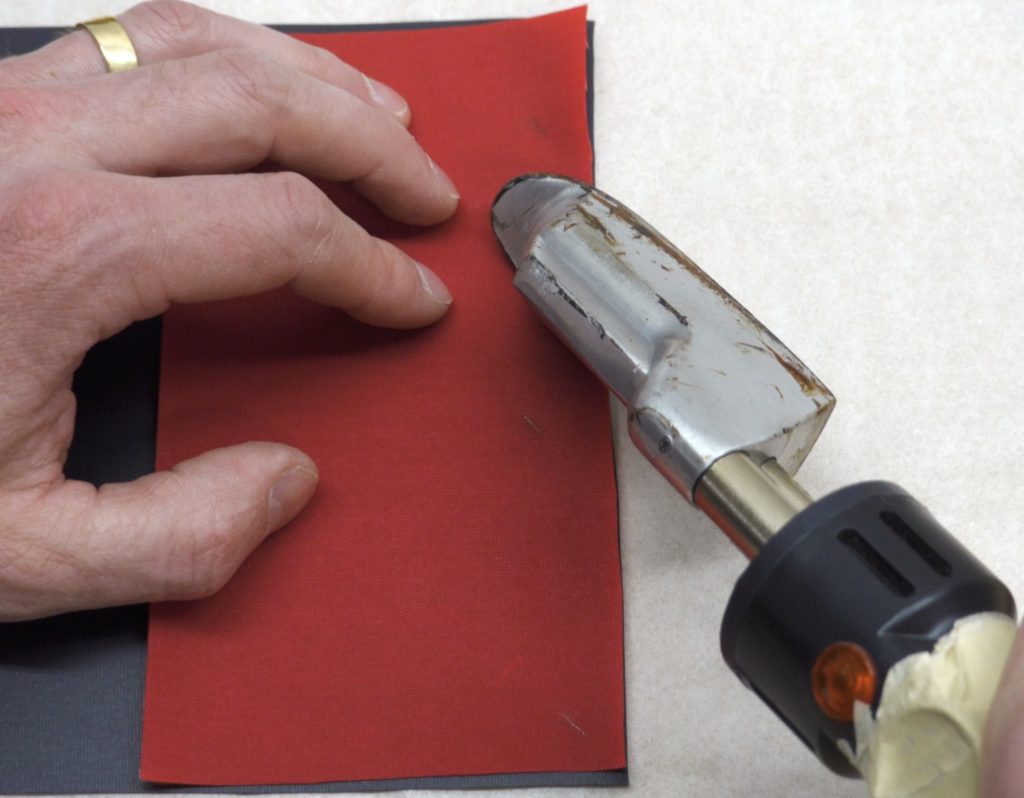
My preferred heat sealing irons are “leather irons,” which you can find on www.aliexpress.com, and sometimes on eBay or Amazon. They’re sold under various brand names, but many of them look like they came out of the same factory. To purchase one, just type “leather iron” into the Aliexpress search bar and pick one that looks similar to the one pictured below, and make sure it has a dial or some other way to adjust the temperature.

These leather irons require a few simple modifications before they’re useful for heat sealing, and I have made a video showing how to do that:
These irons don’t turn off by themselves, so I’ve made myself a little “Iron On” flag that I hang on the doorknob of my workshop whenever I plug in my iron so I won’t forget about it and leave it unattended. I highly recommend that you do the same thing.
I also find it helpful to clamp the power cord to the edge of my table so the weight of the cord won’t pull the iron off the table when I set it down.
Work Surface
Any smooth, heat resistant surface will make an adequate workspace. I usually iron over unpainted wood or MDF (medium density fiberboard), and I cover it with parchment paper (silicone coated baking paper, available in any grocery store). The parchment paper prevents the fabric from sticking to the wood if I accidentally melt some TPU in an area I didn’t intend to.
If you’re making something as large as a packraft then ideally you’ll have a dining-room-table-sized area to work on. Some people do their heat sealing while sitting on the floor.
If you’re using something like a dining room table that has a surface you don’t want to damage, you don’t have to cover the entire thing with heat resistant material, just the area where you’ll be ironing. You can find a small sheet of MDF at a lumber yard or hardware store, and that will be ideal. I also use pieces of dimensional lumber for some things:
Avoid heat sealing on rough or uneven surfaces because if you press a flat iron against an uneven surface then the heat and pressure applied to the fabric will be uneven as well. Corrugated cardboard is a good insulator, but because of the corrugations inside, it’s not very good for heat sealing over because most of the pressure will be focused over the ridges and not over the valleys. If you want to use cardboard to insulate your table, use something like a cereal box that isn’t corrugated.
Ironing Technique
In some of my older videos you’ll see that I used to move the iron back and forth a lot while I was making welds, trying to press hard at the same time as I heated the fabric, but I’ve found that it’s easier and more precise to hold the iron in one spot and count out roughly eight to ten seconds while pressing just hard enough to make sure the heat will flow easily from the iron into the fabric. Then I remove the iron and quickly press hard on that area with a rag or roller for five to ten seconds until the TPU solidifies, and then I move the iron to press the adjacent section of the seam.
The hottest part of the iron is in the middle, so as I iron the next little bit, I always overlap the edge of the new weld over the area that is already welded by about one centimeter or half an inch – that way I’m sure there won’t be any gaps in the weld, and I should get a good weld all the way along the seam.
When pressing on the weld with my rag or roller, I try to push any air bubbles out to the edges, so the first push with the roller is always rolling away from the area that’s already welded. Sometimes if there’s a large bubble trapped in a weld I’ll reheat that area and press the bubble out to the side of the seam and then re-seal the area.
Iron Temperature
The fabrics in the DIY Packraft kits weld at approximately 200 °C which is around 400 °F, but I only mention that because so many people ask. Knowing that number doesn’t really help you at all because you can’t rely on the numbers on your iron’s adjustment dial to set the temperature.
To illustrate this point, one of my irons works best when it’s set to 350 degrees Celsius, but if that was the actual temperature at the surface of the metal then the iron would melt right through the fabric – it’s literally off by a hundred and fifty degrees! So my iron is much cooler than it indicates. Some of my customers say that the irons they’ve received are much hotter than the dial indicates, so the errors aren’t consistent.
You also can’t rely on one of those infrared temperature measuring guns because they don’t work on reflective metal surfaces – you just get crazy readings that don’t make any sense – so don’t even bother.

Fortunately, knowing the actual temperature isn’t really necessary, because it’s really easy to find the right setting, and once you’ve found it, you can just put a piece of tape over the dial so it won’t move.

It’s also worth mentioning that even though the temperature selection dials on the irons have a linear scale (i.e. if you turn it some amount then it’s supposed to increase the temperature by a certain number of degrees, and then if you turn it by that same amount again then it’s supposed to increase the temperature by the same number of degrees), in reality that is not what happens; it’s not a linear response. As you can see in this graph I made (below) based on actual temperature measurements at different temperature settings, the dial has much less effect at the hotter end of the range than at the cooler end. Keep in mind that while the temperature response curve of your iron might have this same shape, the numbers are likely to be different, so don’t use this graph as a guide to setting your temperature.
A better way of thinking about the temperature adjustment dial is that it’s cooler at one end of the range and hotter at the other, and you should probably ignore the numbers completely.
Finding the Right Temperature
To find a suitable temperature setting for heat sealing, first set the temperature selection dial to the middle of the range and let the iron sit for about ten minutes so the temperature settles down. These irons take a long time to heat up, so don’t rush this.
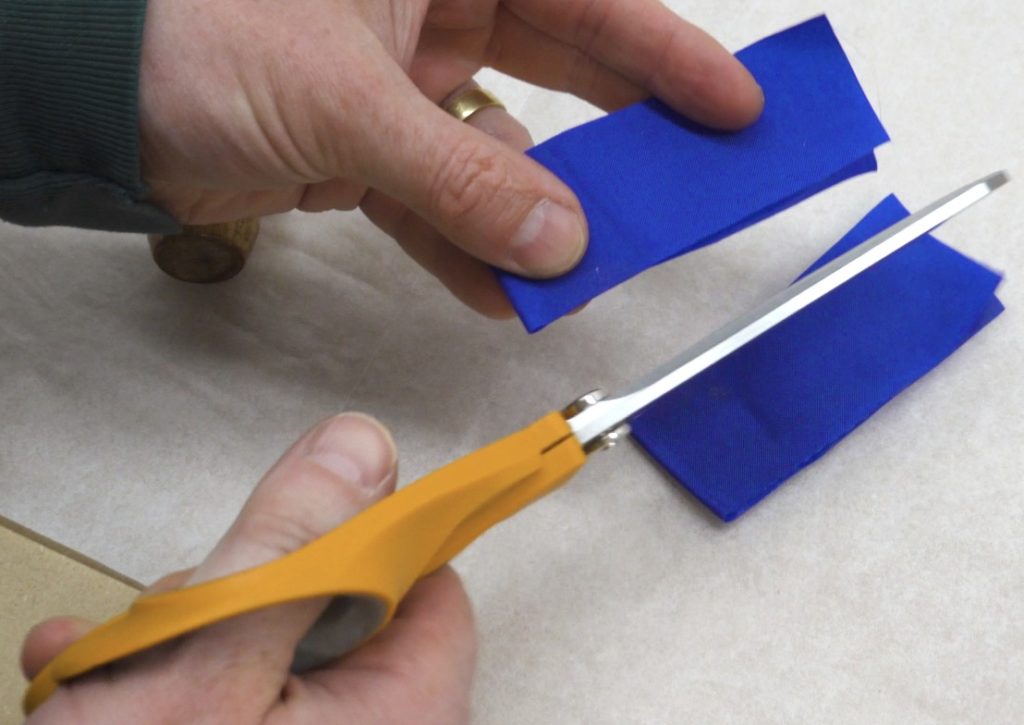
Then grab a couple scraps of fabric, about hand size or a bit smaller, and try ironing them together. For now, use two pieces of the same type of fabric, or a single piece folded in half with the TPU layers facing each other.
For this test, we only need to make short seams – maybe two iron lengths long – just long enough so we can be sure that it’s not just the area under the center of the iron that is being welded.
After the seam is done, we’re going to pull it apart, but first we need to wait for it to cool. If the TPU is still hot, it’ll be easy to pull the pieces apart even if your iron is set to the right temperature and you are doing everything else correctly, so wait for it to cool until it’s no more than warm to the touch.

So allow it to cool, and then try to peel the fabric pieces apart.

When the TPU layers can still be separated after ironing for 5-10 seconds, that means we need to raise the iron’s temperature. Whenever you change the setting, you need to wait for the temperature to stabilize. I always give it at least ten minutes to settle down because if the temperature is still changing when you do these tests, you’ll just be chasing it up and down and you’ll never find a good setting. So after you move the dial, go do something else for a bit.
Then do the same thing as before, ironing for eight or ten seconds and then pressing the fabric with a silicone roller before ironing the adjacent area. If you don’t have a roller, you can use a rag or even your sleeve, but the roller is nice because it allows the fabric to cool down faster than it would if you covered it with a rag, and rollers are pretty cheap.

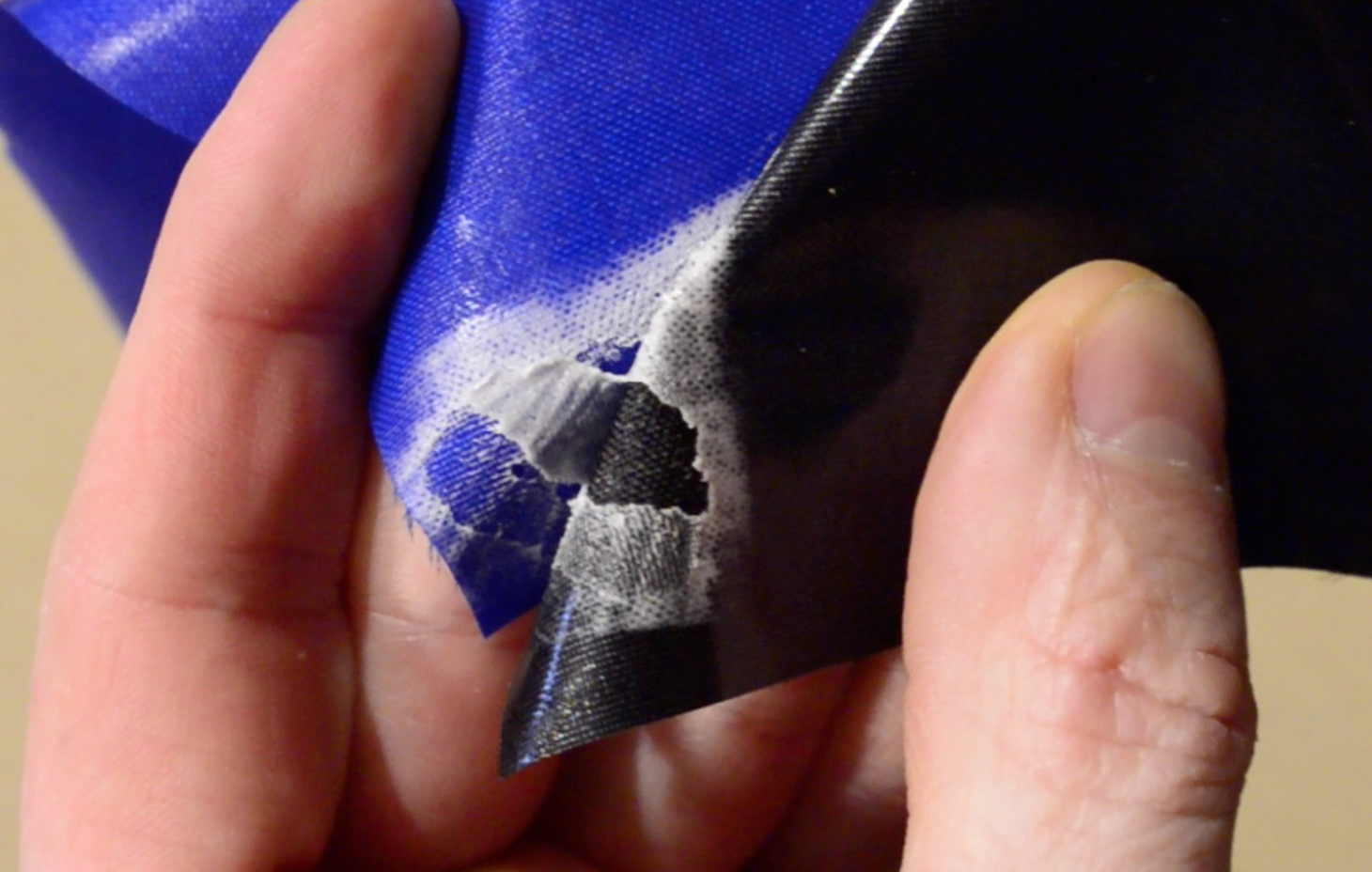

When you’re welding two pieces of the same type of fabric together, when you pull them apart, ideally you want to see the TPU coming off in patches that are stuck to both surfaces. That indicates that the TPU coatings have fused into a single layer that is still strongly bonded to both pieces of fabric. This doesn’t always happen though, so if everything else looks good but the TPU is peeling off from only one of the fabric pieces, you could try reducing the temperature a bit, but as long as it’s difficult to pull the welds apart, it’s probably okay. (Excessively high iron temperatures can damage the bond between the TPU and the woven fabric, causing the TPU to peel more easily from the fabric that the iron touched directly.)

Once you’ve found the right setting, place a piece of tape over the adjustment dial so you won’t turn it accidentally.
Too Hot?
My experiments have shown that there is a pretty wide range of iron temperatures that will produce good welds. As the temperature increases above the optimal range, the fabric tends to wrinkle and shrink more noticeably when the iron is applied, and the TPU will fully liquefy instead of just partially melting, which you can notice because the fabric tends to slide sideways more easily when you apply any sideways pressure.

Subjecting the fabric to excessively high temperatures will start to break down the bond between the woven fabric and the TPU layers, and it will also break down the polymers that make up the individual strands of yarn, so higher than optimal iron temperatures will weaken both the individual pieces of fabric, and also the bonds between them. When the temperature is increased further, the woven fabric can melt:
The Effects of Timing
After the temperature is dialed in and you get the hang of this technique, you might start to develop a feel for the timing so you won’t actually have to count out the seconds in your head anymore, but until you reach that point, I do recommend counting because it ensures your welds will be consistent.
Removing the heat too early will have the same effect as an iron that is too cold – weak welds that might fail. Ironing in one place for much longer than necessary will start to break down the chemical bonds in the fabric, weakening it unnecessarily.
Inferior Fabrics
If you’re using fabrics that aren’t from DIY Packraft, you may find that the melting temperature of the woven fabric is very close to the welding temperature of the TPU, so you may not be able to create a strong weld without damaging the woven fabric. In that case, you may have to use a different assembly method for your project.
Peel Test vs. Actual Seams
You might have noticed above I said that the welded seams are actually stronger than the woven fabric, but here we are able to pull the welds apart without ripping the fabric and I’m claiming that these are good welds, so what’s up with that?
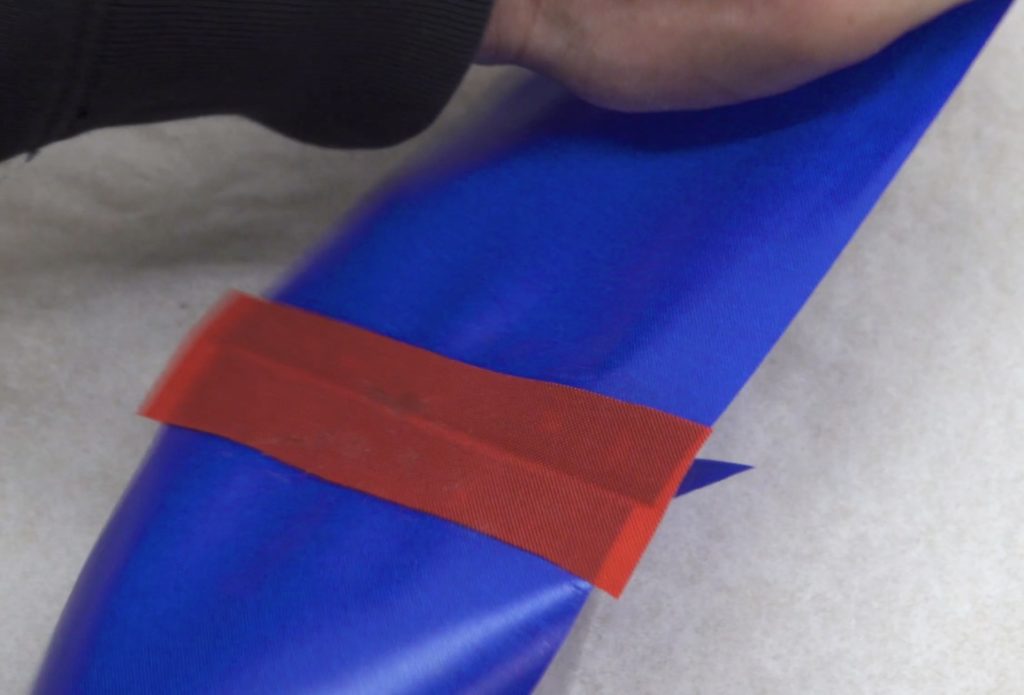
Well, none of the seams in a DIY Packraft are actually made in a way where a peeling force is applied to the edge of the seam. Any time there’s an area with a peeling force, the seam is reinforced with an additional piece of fabric across the seam, converting the peeling force into a shear force, and that prevents the weld from peeling apart:
Other seams are simply overlapped, so there’s no peeling force applied:
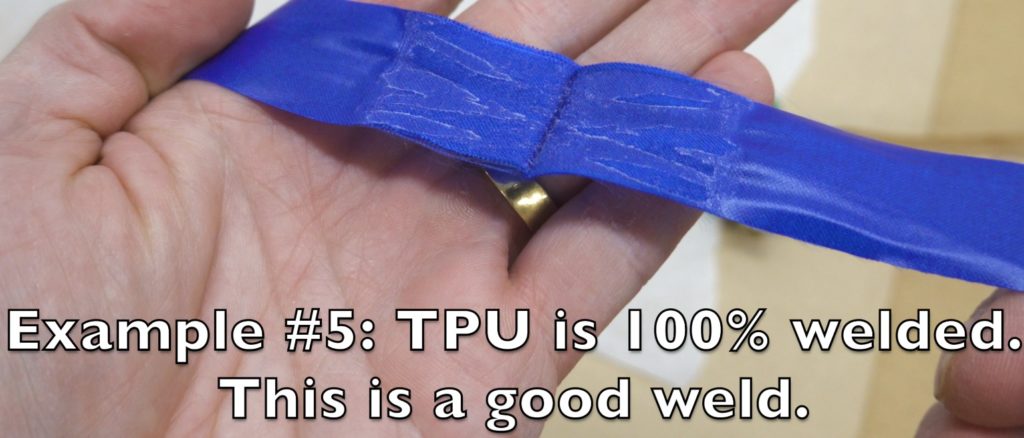
In one of my old videos I demonstrated how I could hang my whole body weight from a one inch strip of fabric with a simple overlap weld (a shear force), and when it broke, it was the woven fabric that ripped, not the weld. That’s why I can confidently say that additional sewing or gluing wouldn’t make these seams any stronger – the seams aren’t the weakest point.
In less critical areas, such as the DIY Packraft seats and backrests, there are some seams that do experience peeling forces, but they’re still more than strong enough in those applications. For example, I can stand on an inflated backrest with one foot and bounce up and down a bit. When the welds are done properly, the seams hold up just fine:

If you’re designing something for yourself, it’s important to take into account the geometry of the seams and all the forces that will be applied, because it’s easy to unintentionally introduce weak points into your design, or to focus all the forces on a single point, both of which can have bad consequences.
Effects of Fabric Thickness
It’s important to understand that the thicker a fabric is, the longer it will take for a weld to form properly, because the heat has to transfer through the woven fabric and into the TPU layers below, and the thicker the fabric is, the farther the heat has to travel. So if you’re making something with very lightweight fabrics like an Ultralight DIY Packraft, you won’t have to press as long as you would if you’re making one of the standard weight DIY Packrafts – perhaps two seconds instead of eight seconds as you might on the standard weight DIY Packraft fabrics (for example).
Thinner fabrics also cool down faster than thicker fabrics, so in general, heat sealing goes faster when you’re welding thinner fabrics and slower when you’re welding thicker fabrics.
Effects of Ambient Temperature
I do my heat sealing in my garage, and the temperature in there fluctuates with the seasons. I find that heat sealing takes a bit longer in the winter because even though the iron is set to the same temperature, the fabric, the air, and the work surface are significantly colder, so it takes longer for the TPU to reach the right temperature when heat is applied. On the other hand, when the air is cooler, the fabric cools down faster after you remove the iron, so overall things probably take about the same amount of time.
Effects of Extensions Cords
The cords on the leather irons are fairly short, so I usually end up plugging mine into an extension cord, and depending on how the iron’s temperature control circuit is designed, changing the length of the cord might change its temperature, so if you switch to a different cord, it’s a good idea to do a couple practice welds and pull them apart to make sure the iron is still working the way it was before.
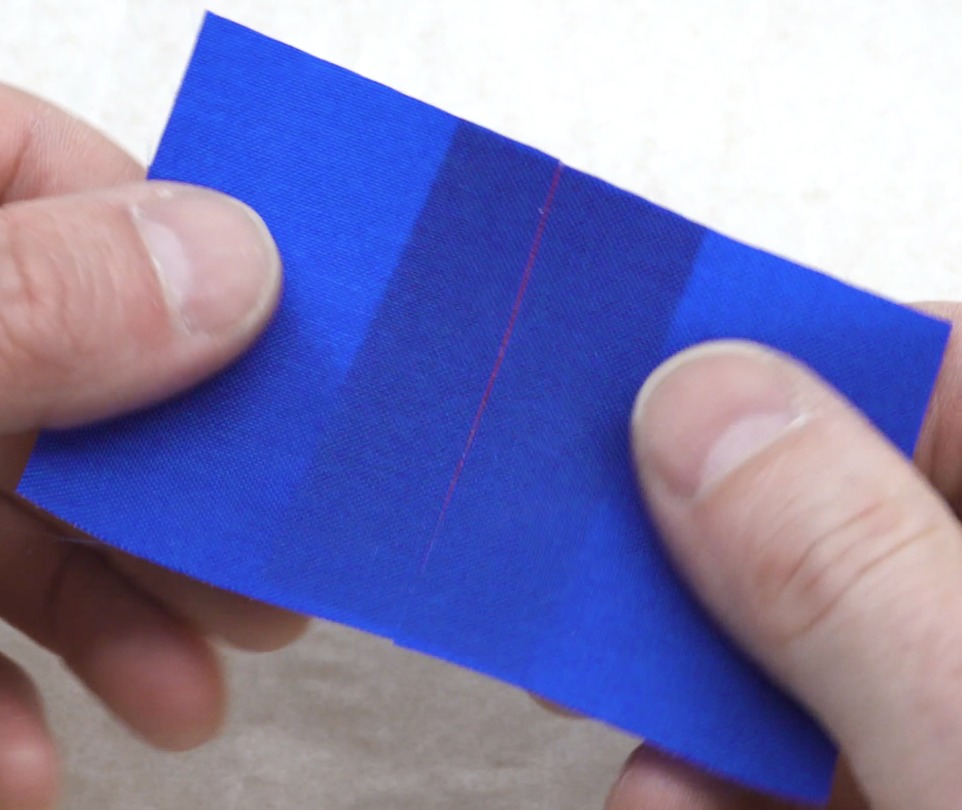
Color Change (caution!)
You might notice that there’s a slight color change or darkening as you weld the fabric pieces together, and the lighter colored fabrics especially start to look wet when they’re welded. I want to caution you not to use this color change as a sign that you’re making good welds, because the color change also happens when the fabric pieces are barely stuck together and there’s no weld at all. So at best, you can sometimes use a lack of color change as a sign that there’s no weld, but it doesn’t follow that if you do see a color change then there is a good weld. When you’re using darker fabrics, this wet look isn’t as apparent, and some people have concluded that it’s easier to work with lighter colored fabrics because it’s easier to see the color change, but given the fact that the color change isn’t a reliable indicator of good welds, that shouldn’t be a reason for you to choose lighter colored fabrics, and it could actually lead you into falsely believing that your welds are good when they’re not.

Fabrics with TPU on Both Sides
The DIY Packraft projects incorporate a mix of fabrics – some that are coated with TPU on only one side, and others that are coated on both sides.
Note that the TPU’s finish might be a little bit different on each side, with one side being glossier than the other; don’t let that confuse you – they’re both TPU coatings:

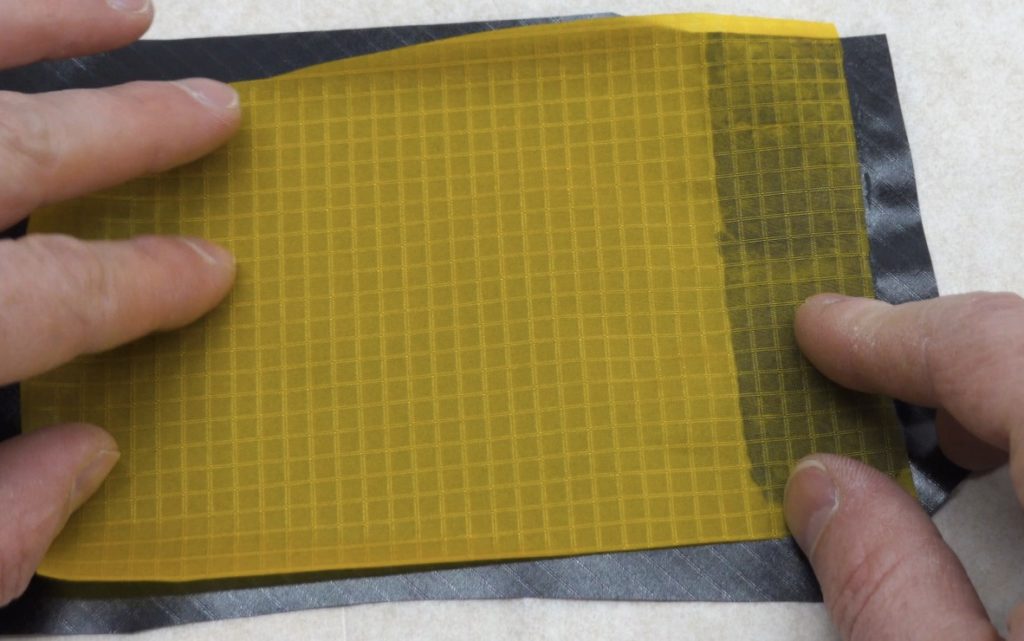
As I’ve already mentioned, we can’t iron directly on the TPU, so any time we are working with a fabric that is coated on both sides, we also have to incorporate a fabric that is only coated on one side, and that’s the fabric that we press with the iron.
Whenever you’re ironing something to a fabric that is coated on both sides, remember to place a piece of parchment paper beneath it, in case you accidentally iron in one place for too long and the TPU on the underside starts to melt.
The way to avoid that is to only iron in one place long enough to weld the upper TPU layers together, and then remove the iron before the heat transfers through to the bottom TPU layer.

This iron (above) is hot enough to make good welds on the standard weight DIY Packraft fabrics in about eight seconds, and I can actually hold it in one spot for more than 15 seconds before it starts to melt the TPU on the underside of this double coated fabric, so there’s plenty of margin for error. Practice on scraps of fabric and pull the welds apart to determine the minimum time it takes to make a complete weld, as I demonstrated with the single sided fabrics, and also determine the maximum amount of time you can hold the iron in one place without melting the TPU on the underside of the double coated fabric, and keep that in mind as you’re constructing your project.
On the thinner Ultralight fabrics, the margin between a good weld and melting the bottom layer of TPU is narrower, but it’s still not difficult to do. (Note that it’s normal for the TPU on the Ultralight fabric to change texture somewhat, but it shouldn’t melt.)
If you’re having trouble making welds without melting the TPU on the underside of a fabric, then your iron is probably too hot.
It also helps to avoid always ironing over the same spot on your table, because if you do that, eventually the table will get quite hot and in effect you’ll be heating the fabric from below as well as from the iron.
Long Seams
When you apply heat to the fabric, it can shrink a tiny bit – not enough to mess up the design of your project, but enough that if you start welding a seam at both ends and then try to work towards the middle, there’s a good chance you’ll end up with a fold or a wrinkle there, so always iron outwards from a single point – either starting at one end of the seam and working towards the other end, or starting in the middle and working out from there.
On a straight, flat seam, where the position of the fabric is important, I usually tack it down in several spots with the edge of my iron so it can’t move around as I’m ironing. For the most part, this seems to prevent that shrinkage from happening, and if necessary, I can reheat those tacked areas and gently pull the fabric apart and reposition it.
Curved Seams
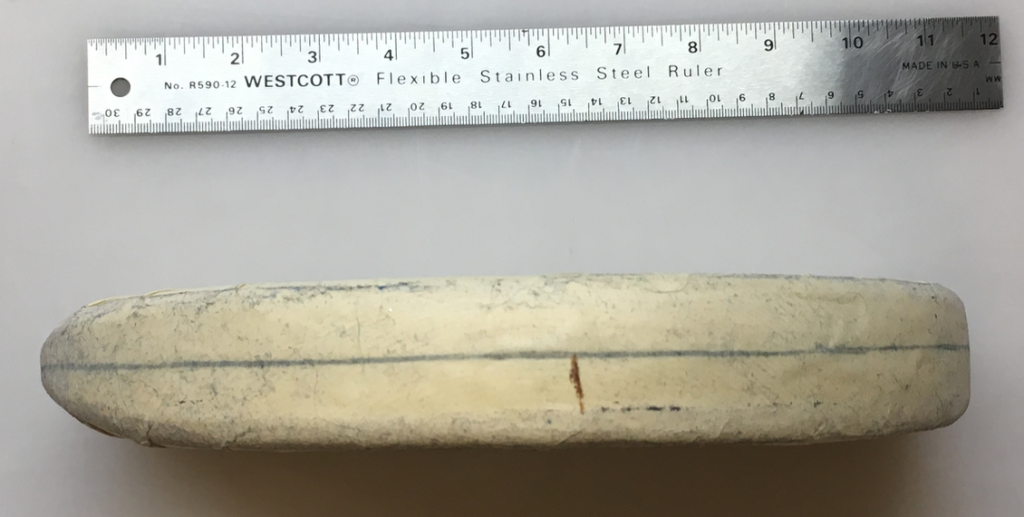
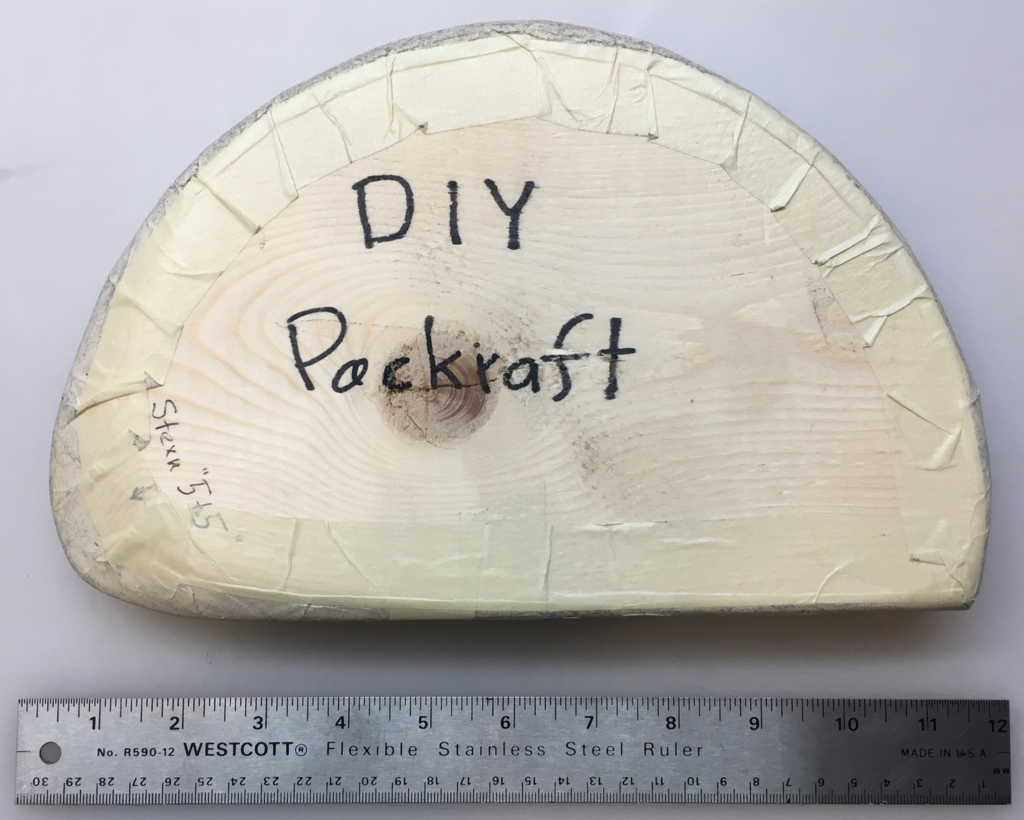
When you start ironing curved edges together, like the tube-to-tube seams in a packraft, you’ll find that the fabric won’t lie flat on your table and you’ll need to drape it over something like an overturned bowl or a curved wooden form.

If you plan to use a bowl, choose one that doesn’t have a lip around the bottom so you can press the iron flat against it.
Draw a centerline on your form, and to hold the fabric in place while you work, wrap some masking tape around it, sticky side out. Then you can line up the two fabric edges with the centerline and join them together with a seam strip. This is covered in more detail in the actual instructions, so I won’t go into it further here.
If you’re using a wide iron, such as a model airplane covering iron, it’ll be easiest if you use a curved form that is about the same width as the seam strip – any wider than that and the sides of the iron are likely to accidentally touch the exposed TPU.
Whenever you’re using masking tape to hold the fabric in place as you iron, make sure you allow the fabric to cool down before peeling it off of the tape, because if the TPU is still hot, the weld might separate due to that peeling force as you pull against the tape. It doesn’t have to be cold, just cool enough that you can hold your hand on it without it hurting.
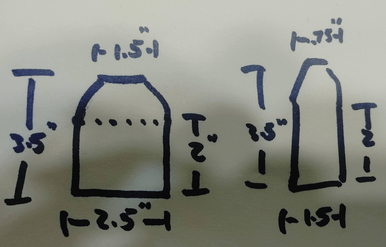
When you’re welding a curved seam with a particularly tight radius, you may need to switch to a form that is smaller and/or pointy.
I sell forms in the DIY Packraft shop, but you can easily make your own if you have some basic woodworking tools, or you can get creative and use other items you have available. Some things that customers have used to make heat sealing forms are:
- a disc of flower arrangement foam shaped with a bread knife and sandpaper and then covered with a strip of silicone place mat (to insulate the foam from the heat of the iron) – these items are available at Wal-Mart, Amazon, etc.
- a lacrosse ball
- a colander
- a tightly balled-up bathroom towel

Smaller Radius Curves:


If you can’t make a wooden form, or if a form is just not working for you, another option is to lay the packraft on its side so the edges of the two tube pieces line up, one on top of the other, then fold the seam strip around the edge and iron it from each side, being careful to make sure that the seam strip is evenly placed over each side of the tube fabric.
Alternatively, if you wear a thick leather glove (to avoid burning your fingers), you can actually hold the fabric in place without using a form, pinching the tubes between the folded seam strip. Then your thumb (or fingers, depending on which side you’re working on) becomes the form. Careful though – you can only do this for a short time before the glove gets too hot. Once you get the seam strip tacked in place, it becomes easier to weld. Be very careful to avoid burning yourself, and don’t try this with a synthetic glove or you may end up with molten plastic stuck to your skin!
If you’re still finding it too difficult to seal around the point, you can reduce the curvature of the tubes’ edges by trimming some fabric off of both tubes in the area where the curve is tightest. This will change the shape of the packraft’s bow, however, making it more rounded and less pointy.
Avoiding Misaligned Curved Seams
As you work your way along a curved seam, keep the finished portion draped as straight as possible (aligned with the part you are sealing) to prevent biasing the curve to one side. If you allow the finished part of the seam to pile up consistently in one direction, the corners of the tube pieces will not line up properly when your reach the end of the seam even though the edges are the same length. Watch this video for a demonstration of how this happens:
Check Your Work
Your packraft or other inflatable will be rolled and folded many times throughout its lifetime, so it’s important to make sure your welds hold up to those forces. It’s much easier to check this as you work than to finish your project and then realize you have to go back and re-weld everything.
After heat sealing a seam, follow these steps to check your work:
- First, wait for the seam to cool. If you start deforming a weld while it’s still hot, the layers might separate.
- After it’s cool, bend and fold the seam while looking for areas where the fabric layers come apart.
- Also run a fingernail along the edge of the fabric to make sure it’s welded all the way to the edge.
- Iron again over any spots that aren’t permanently welded together.
- Then do the checks again, and repeat these steps until the whole seam is welded.
Do These Methods Work with Other Fabrics?
You might be wondering if you can use these heat sealing techniques with other materials besides TPU-coated fabrics. As far as I’m aware, the answer is no, but if you find a different type of fabric that has some sort of heat weldable coating, then it might be possible. Be careful with PVC coated fabrics though, because PVC gives off toxic fumes when it’s heated.
Fixing Damaged TPU
If you accidentally touch the TPU with your iron and you suspect that the airtight/waterproof membrane may be perforated, the easiest way to fix it is to weld a scrap of fabric over the melted area. If you use a matching color, it isn’t really noticeable, or you can use a contrasting color and cut the patch into an interesting shape so it looks like an intentional decoration. Some people have also repaired small areas of damaged TPU by scraping bits of TPU off of scrap fabric and then ironing them over the damaged area with a piece of parchment paper between the TPU and the iron. Another option is to coat the damaged area with Seam Grip+WP or Aquaseal.

Undoing a Weld
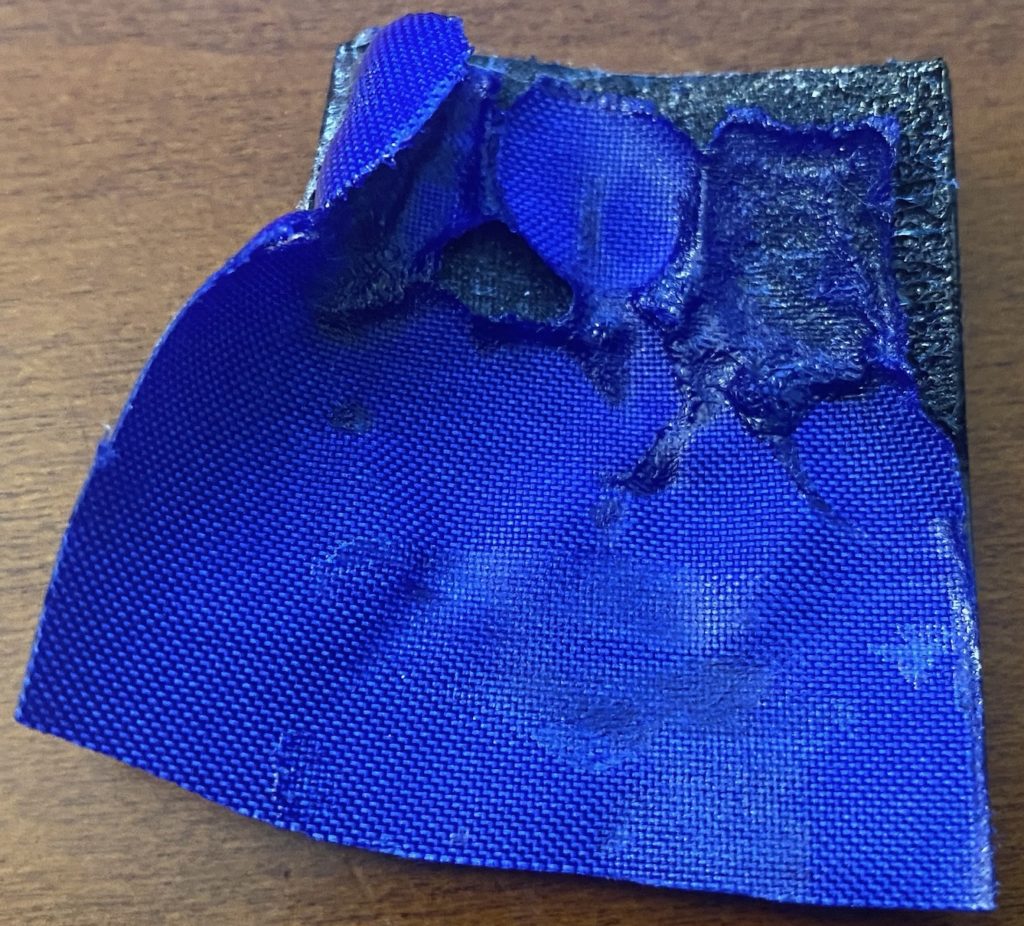
If after welding a seam you realize you’ve made a mistake and welded something in the wrong place, it’s often possible to reheat the fabric with your iron and carefully peel the pieces apart, starting at one end of the seam and slowly working along it, heating as you gently peel. If the fabric pieces come apart such that there’s still TPU covering both pieces of fabric, then it’s possible to re-use those pieces, but if there are significant areas where the TPU has completely peeled off from one of the fabrics, then it’s better to get a replacement part, because the TPU isn’t like a glue that will bond to fabric that isn’t already coated with TPU; once the TPU comes off of the woven fabric, you can’t just heat it up and stick it back on. The TPU has to be bonded to the fabric during the manufacturing process.
That’s also why you can’t weld TPU coated fabrics to fabrics that don’t have a TPU coating, and why you can’t weld the TPU coated side of the fabric to the non-TPU coated side – it will form a weak bond, but it’s not strong enough to be useful for anything.
I tend to design things with seams that are much wider than necessary, so if you have to un-weld a seam and you end up with some small areas where the TPU is missing, there’s a good chance the piece will still be usable. If you’re unsure about something like this, just send me a picture and I’ll tell you whether or not I think it’s safe to use it or if you should start with a new piece.
If you have questions or tips, please leave a comment below.
84 Comments
Alex · January 27, 2026 at 4:17 pm
Hi Matt,
I would like to try to make my own inflatable sleep pad using TPU coated fabrics and I would love some advice. I am thinking of using thicker fabric for the bottom ( about 275 g/ m² and 170g/m² since that is what I could find in Europe) and I wondered if you can get a good weld when welding two different thicknesses. Do you have any advice and tips you are wiling to share on that?
Thanks in advance,
Alex
Matt (Admin) · January 27, 2026 at 10:23 pm
Yes, working with different thicknesses is no problem. Just proceed as normal. The caveat is that many TPU coated fabrics are not suitable for ironing, so if you’re not going to use DIY Packraft fabrics, test small quantities first.
Alex · January 28, 2026 at 5:56 am
Thank you!
And I have every intention of testing beforehand!
David H · December 31, 2025 at 7:33 am
Hey Matt/anyone else reading this comment,
I’m a little uncertain in my welds and wanted to see if my results sound normal and alright before I move my welds to the raft. For context, I purchased the recommended iron from aliexpress and sanded it down. I was able to quickly get good welds on the tube to tube fabric at the 220C setting. When I started testing on tube/floor welds at this same temperature, I got solid welds, many I couldn’t even pull apart to test because the fabric would rip (seems like a solid weld, right?). However, the under side of the double TPU was melting a lot. I tested moving the temperature down in 10C increments (set timer for 10 minutes before testing at each new temperature) all the way down to 140C. What I noticed was that until 140-150, the back of the double TPU would always melt a little which resulted in the shininess of the TPU becoming not shiny. It was also accompanied with the TPU on that backside becoming slightly white. This effect gradually decreased from 220 down to 140. However, starting at about 170 the welds were less consistent and by 150, turning into 0% welds where no TPU patches were pulling apart from fabric. From 170-220 I only needed to hold the iron on for 6-8 seconds to get a good weld. However, down at 140-150 even after holding the iron for 15 seconds, the welds were not there.
At this point I am leaning toward welding at 190-200 which causes just slight melting of the backside TPU but welds I really trust (leaves TPU a light white in places when ironed over parchment paper and when ironed directly on top of flat cardboard, the hairs of the cardboard stick to the underside TPU).
Does this sound reasonable? Or is there something I might be doing wrong with my ironing technique that I need to fix to avoid the backside TPU from melting (would this suggest I need to sand the iron flatter or apply less pressure)? At this point I feel like the only temperatures that give me good welds always produce some sort of backside TPU melting.
Thanks for any help!
Matt (Admin) · December 31, 2025 at 11:43 am
Hi David, you didn’t mention what fabrics you’re using, but for some, it’s normal to have a slight texture change of the surface like you described (e.g. the Ultralight DIY Packraft floor fabric – see 22:10 in the video above). Also note that if you’re constantly ironing over the same spot on your work surface, then it will heat up to nearly the same temperature as your iron and it’ll heat the fabric from below, so avoid doing that.
Basically we want to use the minimum possible temperature for the minimum length of time that still allows us to get welds we can rely on, so yeah, I’d say what you’ve settled on is good.
David H · December 31, 2025 at 2:12 pm
Hi Matt, thanks for the quick response! I have the Telkwa fabrics. Your comment about ironing on the same spot made me think of switching up my working surface which actually seems to stop the majority of the melting and slight texture change! I am thinking my issue must have been some slight warping I hadn’t noticed before in my previous scrap 2×4 work surface. I’m hoping I will get the same results next time I do more testing. Thanks again for your quick response!
Matt (Admin) · January 1, 2026 at 10:16 am
That’s great! I’m happy to help 🙂
Paige · September 19, 2025 at 2:15 am
Hi Matt,
I am planning to get nylon fabric with TPU film but not sure what thickness for this TPU film would be enough? I am talking to some suppliers and they asked what thickness it should be in mm. I have done some google searches and got suggestions of 0.20mm or higher. However, one of the supplier recommended me 0.016mm which is so much thinner. I am not confused as to what thickness is best. I have a wallet from pioneer carry and there is already lots of air bubble after 1 year of using it. Do you have any recommendation thickness for a stable heat welded structure that won’t cause any breakage in the future? Thank you so much for your help!
Penny Schwyn · April 8, 2023 at 8:44 am
Hello I have a knight DK heat seal press (clamshell style) any tips for using this on flat seams?
Matt (Admin) · April 8, 2023 at 9:14 am
Sorry, I’m not familiar with that type of tool.
Igor Ver · March 28, 2023 at 3:38 am
Why don’t you use a heating airfan instead of this iron?
Matt (Admin) · March 28, 2023 at 8:31 am
I tried it, but it was too difficult to direct the air to only the areas that I wanted to be heated and the TPU in adjacent areas was also melted. A couple other people have used them successfully though, so apparently it is possible.
Ruedi · August 8, 2024 at 11:33 am
I’m building a foldable kayak just now. The hide is made from TPU coated nylon from diy packraft. Some parts are rather difficult to weld with an iron without damaging the TPU from time to time by touching it with a part of the iron. I’ve tried to weld these loactions with a hot air gun. My Steinel HL20210E (electronic) works perfectly with a temperature of 270 Degrees Celsius, a small nozzel wit a diameter of about 8 mms and a few seconds with the always moving nozzle about 10 mms above the fabric, and the immediately pressing the bond with a roll for about 15-20 seconds. Bonding tests on a flat surface shows a very strong bond over the full contact area, no flaws, no not or not well bonded areas at all. And welding with the hot air gun is faster than welding with an iron. I see the point Matt addresses that positioning the heat very precisely on a certain area can be done with an iron only, anf I agree with him. As always, it depends …
Steinel creates professional tools. They are very good, but rather expensive. So if you’re on the lookout for a cheaper hot air device that does the work too, this one could be your solution: Hot Air Gun 858D BGA Rework Solder Station Blower Hair Dryer Hairdryer Soldering Heat Gun 220V 110V For SMD SMT Welding Repair.
One can find several sellers for the 858D on aliexpress.com. The price starts at about US$ 21.- (8th of Agust 2024)
Enjoy your build!
Mirkat · March 13, 2023 at 12:31 pm
Just throwing a thought out there as I plan my diy raft: How about modifying a hot cutting knife with a shaped aluminum block, cut with a slitting saw, mounted over the knife? My hot knives from sailrite and other name brands all get red hot and and I bet I could feather the trigger to get the aluminum block to welding temps better than some of these hacked irons.
Matt (Admin) · March 13, 2023 at 12:37 pm
Yeah, that sounds like a good idea – if you get it to work, please tell us.
stephen · February 2, 2023 at 6:20 am
I use TPU in my b business and I have to get a company to weld it for ,me to make it into a bag. I want to build my own so I can make my bags in house as I cant buy a machine that will weld 1500mm long and I want it in one piece. Is there a site that you know of that could give me an idea of what materials I would need to do this.
Matt (Admin) · February 8, 2023 at 1:19 pm
I am not aware of such a website.
Chris Bolos · August 24, 2022 at 10:48 am
Hi! I have a Kokopelli Recon. Which obviously is a PVC boat. Could I add a Tizip to this boat? I am thinking that I would need to use a heat gun and roller instead of an iron due to the nature of the material? Or would glue be another option? I just wanted to get your opinion before I place the order with you. Thank you!
Chris
Matt (Admin) · August 24, 2022 at 10:50 am
Hi Chris – I think you’ll have to use a glue such as HH-66 or Stabond or Clifton. A heat gun won’t work. Cheers
Ruedi · August 17, 2024 at 12:24 pm
In Europe the most used glue for PVC is Tarpo-S.
You can get it from “Planenwelt” in Germany: https://www.planenwelt.de/produkt-kategorie/tarpos/
The seller says:
PVC special adhesive 750ml
– Special adhesive for soft and hard PVC
– Plasticizer-resistant, ageing-resistant
– Does not discolor
– Holds as if welded
Happy building!
Matt (Admin) · August 18, 2024 at 1:43 pm
Thanks for the tip!
Gary · January 20, 2023 at 5:05 am
I will soon get my Telkwa and have started experimenting with irons. I thought I’d point out that doubling the voltage will quadruple the power, not double (v squared divided by r !) If the iron has a thermostat this probably isn’t an issue because it will still shut off at the same temperature. Irons I have that are dual voltage, have voltage switches that use a diode on the 220 v setting to reduce the power to that of 120v by cutting off half the ac cycle. I thought I’d mention that in my tests white paper will start to brown at around 350 to 360 degrees and may be useful to give an idea if the iron is too cold. If 350 degrees was a good sealing temperature this would be very useful ! Is 400 degrees safe for the fabric and do you know what temperature will damage the fabric ? I can measure temps with a thermocouple.
Matt (Admin) · January 20, 2023 at 4:41 pm
Ah yes, I forgot that doubling the voltage also doubles the current.
200°C (~400°F) is roughly the right temperature, so start there and then experiment with timing and temperature. If the fabric melts, it’s too hot; if the TPU doesn’t melt, it’s too cold (and there’s plenty of delta between the two). Damage from high temperatures below the fabric’s melting point is a function of exposure time, so ideally you want to expose it to the minimum viable welding temperature for the minimum amount of time, but in reality as long as you don’t melt the fabric it should be fine.
Noam · February 17, 2022 at 4:24 am
Hi!
I am working on inflatables and was wondering if this would work with pvc, what is the end result, does it leave the seams nicely pressed?
Matt (Admin) · February 17, 2022 at 9:21 am
It is possible to heat weld PVC, but not like this. Typically people use a hot air welder on PVC. Compared to TPU, PVC is heavier, weaker, brittle when cold, and gives off noxious fumes when heated to high temperatures, so I would avoid it if any of those things matter in your case. The advantage of PVC is that it’s cheap.
Henk · February 7, 2022 at 9:29 pm
Forgot to add that one of the samples which keeps pulling all TPU off is the camo and that is the material of my raft pontoons.
Henk · February 7, 2022 at 8:08 pm
Hi Matt. I purchased a telkwa kit a year ago and have only now started the process. Just been practicing on the sample pieces you sent along. I am finding though that I am consistently getting welds that I can not pull apart with certain samples/colours and with others they pull all the TPU off of one sample, irrespective if that was the side ironed or not. This is happening time and again. All samples are 250g. Any ideas what’s going on?
Matt (Admin) · February 7, 2022 at 9:33 pm
The different fabrics are from different batches and even different manufacturers, so they won’t all have identical properties. It sounds like you’re making good welds, so I wouldn’t be concerned about it.
Henk · February 9, 2022 at 3:03 pm
Thanks for the reply Matt. I am just concerned that whilst it does take some force to pull all the TPU off of the weave, it happens at much less force than I can apply to the samples that I can’t pull apart. I’ll start the build and keep my fingers crossed. The strong samples are seriously impressive
Matt (Admin) · February 9, 2022 at 4:48 pm
Unless there’s something wrong with your fabric (I’ve only seen that twice, so it’s possible but quite unlikely), then the fabric-TPU bond will be more than strong enough. You’ll notice that the way I designed the packraft eliminates any seams like the ones you’re pulling apart – they’re either shear seams, where two pieces of fabric simply overlap at the edges and pull sideways on each other (e.g. where one tube is attached to the next with a seam strip), or there’s a reinforcing strip added along the joint that would otherwise experience a peeling force, so in order to fail it would have to peel in two opposite directions at the same time (e.g. where the tubes attach to the floor inside the cockpit). When you’re out on the water you’ll want to have full confidence in your packraft, so make a few welds like these now and try to pull them apart. I think you’ll find it’s impossible. If you’re not sure what I’m describing, look ahead to the instructional videos and you’ll see the types of seams that are used in the actual packraft (there aren’t any like the ones you’re pulling apart).
Ben · January 8, 2022 at 11:17 am
I had my iron and the process dialed in for tube/tube welds making the seat and backrest. I just switched to the floor/tube welds for 3R and am really struggling. The welds look good,I see TPU squeeze out, I have found the right speed to not melt the back side of floor TPU – but each weld completely pulls TPU off the floor fabric. Welds rip apart easy with 90% of TPU sticking to top (tube) fabric.
This feels like the iron is too hot, but I’ve been experimenting for an hour+ over the temp range of the iron. Ideas?
Matt (Admin) · January 8, 2022 at 12:15 pm
This could be normal (see the *Note about halfway down this page), but if you think the fabric is defective, please send me a sample.
Ben · January 8, 2022 at 1:23 pm
Ahhh! Thanks for the great instructions, I just missed this note. I have no reason to think it is defective.
benbue · December 30, 2021 at 6:19 pm
I just purchased a “150W 220V leather iron” from eBay via AliExpress that has been recommended. I cut the plug and found really small wires (20G?) and a fake ground.
HOWEVER – this thing his hot. When I run it at “350 deg” it quickly melted the non-TPU side of the nylon. It was a mess. Anything over the “250 deg” is too hot and damages the nylon. However , the “220 deg” setting is making great welds.
I have no idea why this specific iron is so hot but I wanted to put this out there in case anyone runs into a similar issue. I was really confused and convinced I didn’t understand the process for a long time until I turned the temp way down.
Matt (Admin) · December 31, 2021 at 10:46 am
Good to know – I will add a note above in case people don’t read the comments. Thanks!
Jim · January 2, 2022 at 1:08 pm
Thanks. I found mine was running very hot. Your taking some guess work out for me….
les gemar · August 13, 2021 at 8:06 pm
How can I determine which side of a piece of fabric has the TPU coating?
Matt (Admin) · August 16, 2021 at 8:48 am
The TPU is a plastic film, so if it looks and feels like a plastic coating, that’s the TPU. If it looks and feels like woven fabric, that’s not TPU.
Logan · June 14, 2021 at 6:33 pm
Hey Matt/All,
I see a pretty large percentage of people having trouble with not getting enough heat out of their leather irons, and I have to ask why a plug swap (thus moving to 110v and cutting power in half) is being recommended over getting a cheap 220v AC power supply? They can be had for like $30 and with the iron only drawing 150w, should be completely safe to use.
Just wanted to see if I’m missing something critical here.
https://www.amazon.com/gp/product/B000MX50KA?pf_rd_r=YSCV35Q285ZKS7MGEY2B&pf_rd_p=5ae2c7f8-e0c6-4f35-9071-dc3240e894a8&pd_rd_r=c6ae1780-4f10-4ec7-99c3-0fcb80e32b6e&pd_rd_w=r018r&pd_rd_wg=SSgxQ&ref_=pd_gw_unk&th=1
Matt (Admin) · June 14, 2021 at 7:24 pm
I think you’re overestimating the percentage because people who don’t have problems tend not to ask for help or complain about it. That said, if you don’t mind spending a bit more money there’s no reason not to use a 220V power supply.
Logan · June 14, 2021 at 8:09 pm
Hey Matt,
Thanks for the quick reply. Fair enough on the over-representation of issues, but I did see enough accounts to worry me, and with you agreeing there’s no reason *not* to, I think I’ll move forward on the 220v power supply. I’ll update after I get my Skeena built on how it works out.
Thanks again.
Armstrong · June 20, 2021 at 3:14 am
FWIW, I find myself in the exact same situation as Logan. My iron arrived from AliExpress (SunshineCraft Store, they actually gave me an adapter for a US plug for free!), but it seems to only get to ~180C (measured with a therm-works needle probe, which isn’t really ideal for surfaces, but it’s read is fast and its thin, so I think most of the heat is transferring). So now I get to decide if I want to wait until my kit arrives in two days to test some fabric or just get a “proper” tool (a step up transformer) and be done with it.
As an alternative, I seem to recall someone opening these and modifying the thermistor inside, but I can’t find the source now that I’m looking for it.
Meg G · December 30, 2020 at 5:02 pm
Anyone have experience with teflon-coated irons? Or is that a no-no?
Such as this one: https://www.tools4flooring.com/gundlach-han101-heat-sealing-iron.html?gclid=CjwKCAiA57D_BRAZEiwAZcfCxfQ0_H2nl7IDFVmJ3ZaiR52IElswLFaUjEHVT4kp_7qRCtEtBCu_hxoCJJAQAvD_BwE
Matt (Admin) · December 30, 2020 at 5:06 pm
I’ve used them and they work fine, but they’re a little wide for some of the DIY Packraft seams. It’s doable, but not as easy as using a leather iron.